Our Process
The effluent from the five pumping stations is pumped into a pre-settler and then to an equalization basin in the CETP. The treatment process in the DINTEC-CETP includes physio-chemical treatment, followed by two stage biological treatment. The treated effluent generally meets all parameters stipulated by the Tamilnadu Pollution Control Board (TNPCB), except for Total Dissolved Solids (TDS) which represents the salt (mainly chloride and sulphates) in the effluent. These salts are removed in the existing system and to improve treatment system facilities are being implemented under upgradation project.
With an aim to achieve all parameters of TNPCB including TDS and to minimize the drawl of fresh water from natural sources by the tanneries, the management of the Dindigul CETP (DINTEC) has initiated implementation of a Zero Liquid Discharge (ZLD) system by adopting RO for recovery of water from treated effluent and suitable evaporation for the management of saline reject from the RO system.
In addition to the ZLD process part of the treated effluent is mixed with Dindigul municipal corporation STP. The mixed effluent is utilized for the Social forestry developed with the interest to develop the environment.
Process Flow Diagram
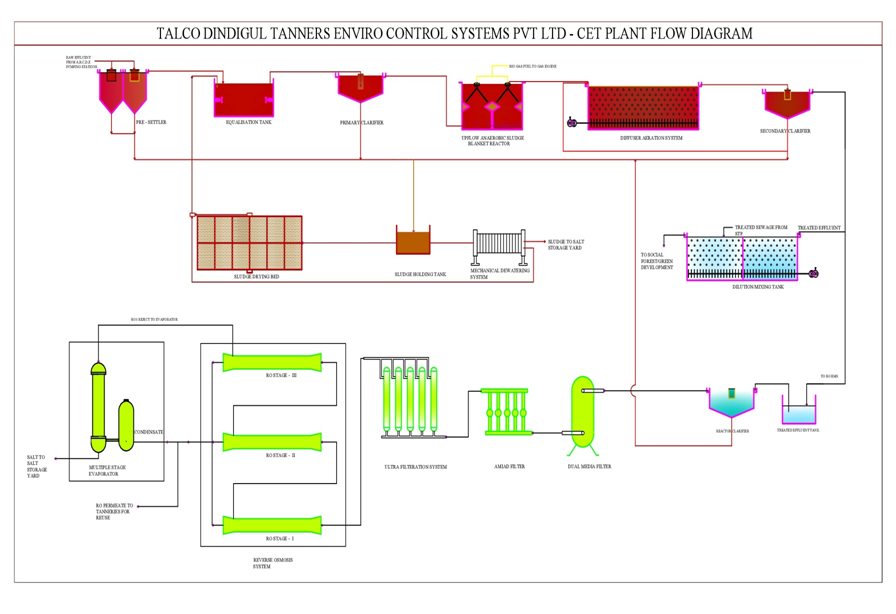
Treatment System
Trade Effluent Treatment I (ZLD System)
The salient features of treatment and other control systems in CETP are given below :
Our CETP is comprised of conventional treatment units such as Equalization tank, Primary clarifier, Aeration tank, Secondary clarifier etc.
We are regularly upgrading our facility. A major Research and Development project of CSIR-CLRI entitled “Upflow Anaerobic Sludge Reactor with Sulfur Recovery system” has been implemented with financial support of Ministry of Environment, Forests & Climate Change (MoEF-CC), Ministry of Non-conventional Energy Sources (MNES) and Council for Scientific and Industrial Research (CSIR).
The membrane system for water recovery and Multi Effect Evaporator for reject management system is in use. This project was implemented with assistance from DIPP and GoTN.
Part of the Treated effluent is diluted with treated municipal sewage from Dindigul Corporation STP with adopting dilution ratio and standards prescribed by TNPC board. Diluted effluent with utilized for social forestry.

Elevated Pre – Settler Hopper bottom
Pre settler receives raw effluent from 5 pumping stations.Gravity settling of solid particles in influent from tanneries through pumping station.
Elevated open channel
Reduce the odor when exposed to atmospheric air. To remove grids, floating objects & heavier particles.


Equalization tank with submersible mixers
Homogeneous mixing, Odour reduction &Sulphide reduction.
Flash mixer and Flocculator
Addition of Chemicals to induce Coagulation and Flocculation with the use of chemical dosing such as Alum and Poly electrolyte.


Elevated Primary Clarifier
Chemical settling of Inorganic and Organic matters to reduction Suspended Solid..
Up flow anaerobic sludge blanket reactor (UASB)
Anaerobic Process ends up with decomposition of inorganic matter with reduction of COD.


Gas engine and gas balloon
Gas balloon is to store bio gas Produced in the UASB Reactor. Bio gas is used as fuel for gas engine.

Diffused Aeration
Aerobic process such as nitrification and denitrification takes place. DO is maintained to decompose the pollution load (BOD) with growth of micro-organisms.
Secondary Clarifier
Gravity Settling of Biomass with Activated Sludge process.


Reactor clarifier
Chemical settling to reduce Total suspended solids and Hardness.
Dual media filter
To reduce TSS,Colour & Odour.


Amiad filter
Self cleaning automatic filter. To reduce TSS.

Ultra filtration system I & II
To remove colloidal particles, TSS & Turbidity.
3 Stage Reverse Osmosis System
TDS Removal with permeate quality of 500ppm.
1st Stage – LFC Membranes,
2nd Stage - SWC Membranes,
3rd Stage – SWC Membranes.


Multi Effect Evaporator
Brine from RO system is treated/evaporated to produce salt/Crystals. Six stages – 3 Falling film, 3 Forced circulation.
Boiler System
3 Tone/ hr Boiler to produce steam for evaporator.


Filter press A, B and C

Sewage Collection Tank
Treated sewage is collected in the collection tank and is then lifted to CETP dilution/ mixing tank though HDPE pressure lines.
Dilution/Mixing Tank
Part of the treated sewage from STP Dindigul Corporation is mixed with treated trade effluent to reduce the TDS below 2100 mg/L.


Monitoring System
Monitoring system for the monitoring of Diluted effluent to Sengulam and Social forestry.Parameters monitored are pH, COD, BOD, TDS, TSS and Flow.
Computer recording facility
Computer recoding facility is provided for recording the parameters monitored.
Parameters and flow monitored is updated in WQWC TNPCB Chennai and CEPB server.

Display Board
Display board for online displaying of parameters arrived in the online monitoring system.


Green development / Social forestry